Top 10 Food Factory Equipment Every Buyer Should Know
In the bustling world of food production, selecting the right food factory equipment is crucial. Whether you’re a new startup or an established brand, your equipment choice directly affects efficiency and product quality. The market is flooded with options, making it overwhelming to find the best fit.
Each type of food factory equipment serves a unique purpose. From mixers to packaging machines, understanding each function is vital. It ensures you invest wisely to boost productivity. Many buyers make mistakes by choosing equipment without thorough research. This often results in unforeseen issues down the line, which can disrupt operations.
Reflecting on these decisions is essential. Performing due diligence promotes long-term success. Equipment should not just meet immediate needs but adapt to future demands as well. When navigating this complex landscape, knowledge is your strongest ally.
Top 10 Essential Food Factory Equipment for Efficient Production
In the competitive food production industry, having the right equipment is crucial. Essential food factory equipment can significantly improve efficiency. According to a report by the Food Processing Technology Association, advanced machinery can reduce production time by up to 30%. This efficiency allows businesses to meet consumer demand better.
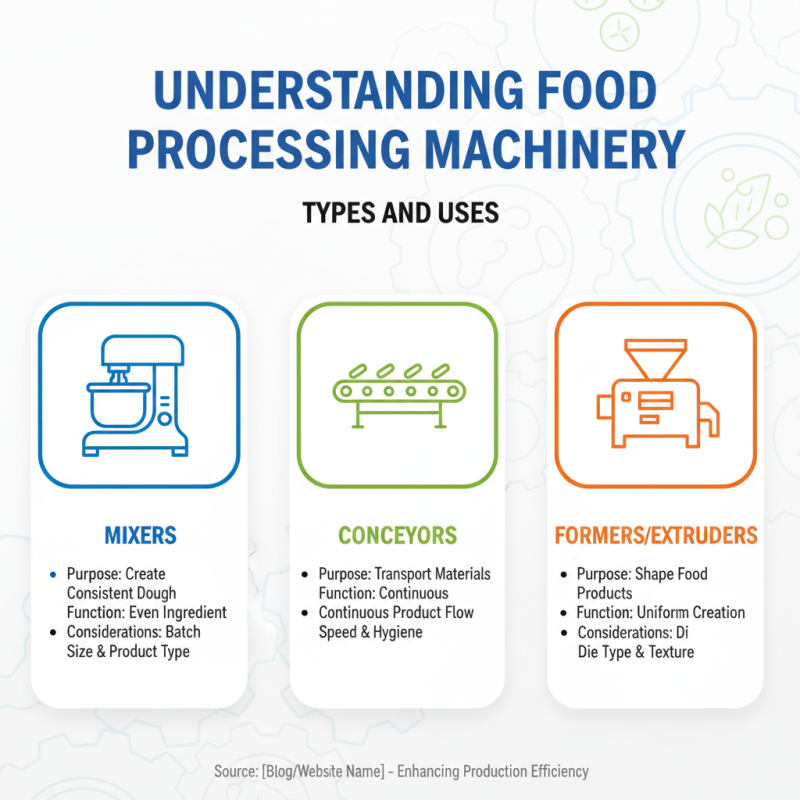
Key items include mixers, conveyors, and packaging machines. Mixers optimize ingredient blending, ensuring product consistency. Conveyors facilitate seamless material movement. These elements reduce manual labor and minimize human error. However, some operations neglect maintenance, which can lead to unexpected downtime.
Automation is transforming food manufacturing. Machines with smart technology enhance precision and reduce waste. A study from the International Journal of Food Engineering shows that automated systems can cut costs by approximately 25%. Yet, implementing automation requires a significant upfront investment, which many smaller producers may hesitate to make. Balancing cost with long-term benefits is essential for sustainable growth.
Understanding Different Types of Food Processing Machinery and Their Uses
In the realm of food processing, understanding the types of machinery is crucial. Each piece serves a unique purpose, thereby enhancing production efficiency. For instance, mixers are fundamental for creating consistent dough. Their design allows for even ingredient incorporation. However, selecting the right mixer requires evaluating batch sizes and product types.
Another essential category is food slicers. These machines ensure uniformity in product size. Precision matters greatly, as inconsistent slices can impact cooking times and presentation. Industrial-grade slicers are often preferred for their durability. Yet, maintenance is vital; dull blades can lead to safety concerns and waste.
Furthermore, packaging machines are pivotal in extending shelf life. Effective sealing prevents contamination and spoilage. Choosing the right packaging technique can be daunting, though. Options like vacuum sealing or heat sealing must align with product needs. Continuous evaluation of trends in packaging technology can lead to better decisions in the long run.
Key Features to Look for in Food Processing Equipment Purchases
When investing in food processing equipment, several key features must be prioritized. One report notes that efficient energy use can cut operational costs by up to 20%. Energy-efficient models not only save money but contribute to sustainability goals. This is crucial for businesses aiming to reduce their carbon footprint. Remember to consider the long-term savings against the initial investment.
Another vital aspect to examine is the ease of cleaning. Hygiene is non-negotiable in food processing. Equipment that simplifies cleaning can prevent contamination, which is crucial since the CDC estimates that 48 million Americans fall ill from foodborne illnesses each year. Ask manufacturers about removable parts and self-cleaning features to ensure compliance with health regulations.
Tip: Prioritize equipment that offers a balance of durability and efficiency. Sometimes, cheaper options might cost more in repairs or higher energy bills over time.
In addition, look at the scalability of the equipment. As your business grows, your machinery should adapt with you. Machines with modular designs allow for upgrades without a complete replacement, saving you time and money in the future. Training staff on new machinery can be a challenge, so consider user-friendly interfaces that reduce the learning curve.
Impact of Advanced Technology on Food Factory Equipment Efficiency
Advanced technology has greatly influenced the efficiency of food factory equipment. Automation, for example, has led to a significant increase in production speed. According to a report by the Food Engineering Journal, automated systems can improve throughput by up to 30%. This enhances the bottom line for manufacturers in a competitive market.
Moreover, precision technologies like IoT devices have transformed the monitoring of factory processes. These devices collect real-time data, enabling quicker adjustments and minimizing waste. A study from the International Journal of Food Science noted that smart sensors could reduce energy usage by as much as 20%. These advancements not only boost efficiency but also ensure compliance with safety standards.
However, adopting new technologies can pose challenges. Some facilities struggle with high initial costs or lack of skilled personnel. The integration of smart equipment requires training, which might not always be feasible for smaller operations. As they embrace these changes, businesses must reflect on their readiness and invest strategically in technology that aligns with their operational goals.
Cost Considerations and Return on Investment for Food Equipment Buyers
When investing in food factory equipment, cost considerations and return on investment (ROI) are crucial. Industry reports indicate that equipment can account for up to 25% of total operational costs. Buyers must conduct a thorough analysis of both initial purchase costs and long-term savings. Thus, selecting the right machinery can drastically impact profitability. For example, automated systems that enhance production efficiency can lead to labor savings of up to 30%.
Understanding maintenance costs is equally important. Regular upkeep of equipment can prevent breakdowns and costly downtime. Studies suggest that businesses lose an average of 5% of their productivity due to equipment failures. This data underscores the importance of investing in high-quality machinery, even if the upfront cost is higher.
Tips: Always calculate the payback period. This period typically ranges from one to three years. Invest in energy-efficient machines. They reduce utility costs significantly, offering better ROI over time. Additionally, consider the machine’s lifespan. A longer lifespan can provide advantages that outweigh initial expenses.
Top 10 Food Factory Equipment Every Buyer Should Know
| Equipment Type |
Cost (approx.) |
Maintenance Cost (annual) |
Return on Investment (ROI) |
Lifespan (years) |
| Mixer |
$5,000 |
$500 |
20% |
10 |
| Oven |
$15,000 |
$1,000 |
25% |
15 |
| Refrigeration Unit |
$10,000 |
$800 |
15% |
12 |
| Packaging Machine |
$20,000 |
$1,200 |
30% |
10 |
| Bottling Line |
$50,000 |
$2,500 |
35% |
15 |
| Dough Divider |
$8,000 |
$400 |
18% |
10 |
| Conveyor System |
$12,000 |
$600 |
22% |
20 |
| Food Processor |
$4,000 |
$300 |
17% |
8 |
| Fryer |
$6,000 |
$500 |
20% |
10 |
| Sanitizing Equipment |
$3,000 |
$150 |
15% |
5 |